

销售热线:刘经理/158-5328-8298
网 址:www.xiezhonglaser.cn
地 址:青岛市城阳区重庆北路84号

钣金行业中使用的部件以大尺寸及中高厚度材料居多,高产能和小批量生产是一个重要的要求。镜面不锈钢加工,花纹板加工要求表面无损伤,带膜加工。专业激光焊接生产电梯门框时,需要对狭窄的原件进行折弯加工;而有些电梯部件则需要进行成型加工和激光切割.所有的生产线都具有高度的灵活性和高效的生产力,适用于任何批量的生产。激光切割机加工灵活性强,性价比高,是该行业常用的设备,激光焊接尤其适用于中小型企业。弯板中心成型效果好、生产效率高。激光切割机即可实现零部件的成型加工和激光切割,大幅提高了零部件的加工质量、灵活性和产能。极大地提高了生产力,尤其是电梯生产。我司的专业服务与我司的先进技术相辅相成,是进一步提高生产力和投资收益的关键。

激光切割技巧是一门综合性的高科技技巧,它交叉了光学、材料迷信与工程、机械制造学、数控技巧及电子技巧等学科,五十多年来,激光切割技巧与应用发展迅猛,已与多个学科相联合形成多个技巧应用范围,而激光的重要加工技巧包括:激光切开、激光焊接、激光打标、激 光打孔、激光热处置、激光疾速成型,激光涂敷等。 专业激光焊接激光切割技巧是激光技巧在产业的重要应用,它加快了对传统加产业的改革,供应了古代产业加工的新伎俩,已成为当时产业加工范围应用最多的激光切割措施。目 前,激光焊接激光切割技巧已普遍应用于机械制造、桥梁建筑、钣金加工、船只与轿车制造、电子电气产业、航空与航天等公民经济支柱工业。激光切割是应用凑集的高功率密度激光束照射工件,在超出激光阈值的激光功率密度的条件下, 激光束的能量及活性气体辅助切开过程所附加的化学反映热能悉数被材料接收, 由此引起激光作用点的温度急剧回升, 到达沸点后材料开始汽化,最终使材料形成切缝, 切缝处的沉渣被一定的辅助气体吹除。

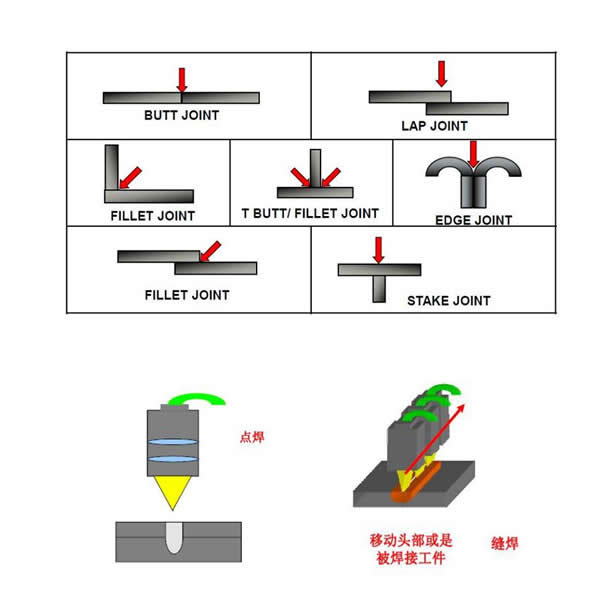
不同的产品切割工艺是不一样的,济宁激光焊接激光切割主要介绍以下几种切割工艺:汽化切割在高功率密度激光束的加热下,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材料汽化成蒸汽消失,部分材料作为喷出物从切缝底部被辅助气体流吹走。一些不能熔化的材料,如木材、碳素材料和某些塑料就是通过这种汽化切割方法切割成形的。汽化切割过程中,蒸汽随身带走熔化质点和冲刷碎屑,形成孔洞。汽化过程中,大约40%的材料化作蒸汽消失,而有60%的材料是以熔滴的形式被气流驱除的。熔化切割当入射的激光束功率密度超过某一值后,激光焊接厂家光束照射点处材料内部开始蒸发,形成孔洞。一旦这种小孔形成,它将作为黑体吸收所有的入射光束能量。小孔被熔化金属壁所包围,然后,与光束同轴的辅助气流把孔洞周围的熔融材料带走。随着工件移动,小孔按切割方向同步横移形成一条切缝。激光束继续沿着这条缝的前沿照射,熔化材料持续或脉动地从缝内被吹走。氧化熔化熔化切割一般使用惰性气体,如果代之以氧气或其它活性气体,材料在激光束的照射下被点燃,与氧气发生激烈的化学反应而产生另一热源,称为氧化熔化切割。具体描述如下:⑴材料表面在激光束的照射下很快被加热到燃点温度,随之与氧气发生激烈的燃烧反应,放出大量热量。在此热量作用下,材料内部形成充满蒸汽的小孔,而小孔的周围为熔融的金属壁所包围。⑵燃烧物质转移成熔渣控制氧和金属的燃烧速度,同时氧气扩散通过熔渣到达点火前沿的快慢也对燃烧速度有很大的影响。氧气流速越高,燃烧化学反应和去除熔渣的速度也越快。当然,氧气流速不是越高越好,因为流速过快会导致切缝出口处反应产物即金属氧化物的快速冷却,这对切割质量也是不利的。

激光的发射原理及发生进程的特别性决议了激光存在一般光所不存在的特色:即三好(单色性好、相关性好、方向性好)一高(亮度高)。 1 单色性好:一般光源发射的光子,在频率上是各不雷同的,所以包括有各种色彩。专业激光焊接而激光发射的各个光子频率雷同,因而激光是最好的单色光源。 因为光的生物效应强烈地依附于光的波长,使得激光的单色性在临床抉择性医治上取得主要利用。此外,激光的单色特征在光谱技巧及光学丈量中也得到普遍利用,已成为基本医学研讨与临床诊断的主要手腕。 2 相关性好:因为受激辐射的光子在相位上是一致的,再加之谐振腔的选模作用,使激光束横截面上各点间有固定的相位关联,所以激光的空间相关性很好(由自发辐射发生的一般光长短相关光)。激光为咱们供给了最好的相关光源。恰是因为激光器的问世,才促使相关技巧取得奔腾发展,全息技巧才得以实现。 3 方向性好:激光束的发散角很小,简直是一平行的光芒,激光照耀到月球上构成的光斑直径仅有1公里左右。激光焊接而一般光源发出的光射向五湖四海,为了将要一般光沿某个方向集中起来常应用聚光安装,但即使是最好的探照灯,如将要其光投射到月球上,光斑直径将要扩展到1 000公里以上。 激光束的方向性好这一特征在医学上的利用重要是激光能量能在空间高度集中,从而可将要激光束制成激光手术刀。另外,由多少何光学可知,平行性越好的光束经聚焦得到的焦斑尺寸越小,再加之激光单色性好,经聚焦后无色散像差,使光斑尺寸进一步缩小,可达微米级以下,甚至可用作切割细胞或分子的精致的“手术刀”。
激光切割加工时现在常用的一种加工方式,这种工艺也逐渐成熟,人们对它的要求也越来越高,因此必须进一步提高和控制切割质量。而影响济宁激光焊接激光切割加工表面质量的因素主要有两点,具体如下:1、表面层的物理力学性能:在加工过程中,由于挤压力、磨擦力及切削热的作用,会使工件表层的物理力学性能等产生变化,以及在某些情况下产生的性质变化,主要有表面层的组织改变、产生的参与应力等。激光焊接在对可靠性以及工作性能越来越高的今天,提高它的质量很有必要。 2、表面几何形状特征:经任何机械加工方法加工后得到的加工表面都不可能是绝对理想的表面,总有峰谷交替的小波纹,偏离理想的光滑表面。此时会形成几何形状误差,比较微小,而且根据表面加工的特征,分成表面上精糙度以及表面波度。

激光对人体损害重要有两种,对眼睛与皮肤有必定的损害,但采用必要的防护办法,能够完整防止对人的损害。 激光波长与眼睛损害: 在激光的损害中,以机体中眼睛的损害最为重大。波长在可见光跟近红外光的激光,济宁激光焊接眼屈光介质的接收率较低,透射率高,而屈光介质的聚焦才能(即聚光力)强。强度高的可见或近红外光进入眼睛时能够透过人眼屈光介质,聚积光于视网膜上。此时视网膜上的激光能量密度及功率密度进步到多少千甚至多少万倍,大批的光能在霎时聚中于视网膜上,激光焊接致视网膜的感光细胞层温度敏捷升高,甚至使感光细胞凝固变性坏逝世而失去感光的作用。激光聚于感光细胞时发生过热而引起的蛋白质凝固变性是不能可逆的伤害。一旦伤害当前就会造成眼睛的永恒失明。 激光的波长不同对眼球作用的水平不同,其成果也不同。远红外激光对眼睛的侵害重要以角膜为主,这是由于这类波长的激光简直全体被角膜接收,所以角膜伤害最重,重要引起角膜炎跟结膜炎,患者觉得眼睛痛,异物样刺激、怕光、流眼泪、眼球充血,视力降落等。产生远红外光伤害时应遮住维护伤眼,避免沾染产生,对症处置。





