

销售热线:刘经理/158-5328-8298
网 址:www.xiezhonglaser.cn
地 址:青岛市城阳区重庆北路84号

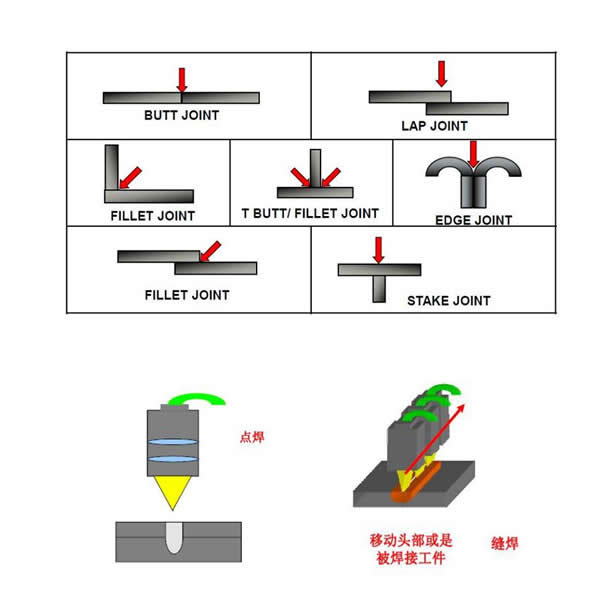
激光的特点是具有高方向性,单色性,高相干性和高亮度。经过透镜的聚集和Q开关,能够把能量会集到一个很小的空间范围和时间范围内。在专业激光熔覆激光清洗处理中,主要使用了激光的以下特性:1、激光能够完成能量在时间和空间上的高度会集,聚集的激光束在焦点邻近可发作几千度甚至几万度的高温,使尘垢瞬间蒸腾、气化或分解。2、激光束的发散角小,方向性好,经过聚光体系能够使激光束聚集成不同直径的光斑。在激光能量相同的条件下,控制不同直径的激光束光斑能够调整激光的能量密度,使尘垢受热胀大。当尘垢的胀大力大于尘垢对基体的吸附力时,尘垢便会脱离物体的外表。3、激光光束能够经过在固体外表发作超声波,发作力学共振,使尘垢破碎掉落。激光熔覆激光清洗技术正是使用了上述激光的特性然后到达清洗的意图。根据被清洗基体物质与被清除尘垢的光学特性。

激光切割机激光熔覆的性能稳不稳定,是大家在选择 激光切割机的时候会考虑的因素,激光切割机的性能稳定性是很重要的,影响着工业生产的连续性。即使是质量很好的激光切割机,也会存在不稳定的情况,而这时的设备在作业时打标效率就会大大降低,十分不利于制造生产活动。那么,怎么看激光切割机的性能稳不稳定呢?下面小编给大家总结了这几点。 激光切割机的性能稳定性受到各种因素的综合影响,一般来说,成本越贵的专业激光熔覆激光打标机在性能稳定性上是更加保险。激光切割机的性能稳定性可以看这四个因素:1、工艺水平。 2、环境。3、焦距不准确。 4、镜片有磨损尘垢。通过上面的介绍,相信大家已经知道关于激光切割机的性能稳定性可以从这几个因素来看:环境、工艺水平、焦距、镜片。
不同的产品切割工艺是不一样的,寿光激光熔覆激光切割主要介绍以下几种切割工艺:汽化切割在高功率密度激光束的加热下,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材料汽化成蒸汽消失,部分材料作为喷出物从切缝底部被辅助气体流吹走。一些不能熔化的材料,如木材、碳素材料和某些塑料就是通过这种汽化切割方法切割成形的。汽化切割过程中,蒸汽随身带走熔化质点和冲刷碎屑,形成孔洞。汽化过程中,大约40%的材料化作蒸汽消失,而有60%的材料是以熔滴的形式被气流驱除的。熔化切割当入射的激光束功率密度超过某一值后,激光熔覆电话光束照射点处材料内部开始蒸发,形成孔洞。一旦这种小孔形成,它将作为黑体吸收所有的入射光束能量。小孔被熔化金属壁所包围,然后,与光束同轴的辅助气流把孔洞周围的熔融材料带走。随着工件移动,小孔按切割方向同步横移形成一条切缝。激光束继续沿着这条缝的前沿照射,熔化材料持续或脉动地从缝内被吹走。氧化熔化熔化切割一般使用惰性气体,如果代之以氧气或其它活性气体,材料在激光束的照射下被点燃,与氧气发生激烈的化学反应而产生另一热源,称为氧化熔化切割。具体描述如下:⑴材料表面在激光束的照射下很快被加热到燃点温度,随之与氧气发生激烈的燃烧反应,放出大量热量。在此热量作用下,材料内部形成充满蒸汽的小孔,而小孔的周围为熔融的金属壁所包围。⑵燃烧物质转移成熔渣控制氧和金属的燃烧速度,同时氧气扩散通过熔渣到达点火前沿的快慢也对燃烧速度有很大的影响。氧气流速越高,燃烧化学反应和去除熔渣的速度也越快。当然,氧气流速不是越高越好,因为流速过快会导致切缝出口处反应产物即金属氧化物的快速冷却,这对切割质量也是不利的。
和之前我们一直在使用的气体激光机和固体激光机相比较,光纤激光切割机有着自己明显的优势。 光纤激光切割机它既可做平面切割,也可做斜角切割加工,且边缘整齐、平滑,适用于金属板等高精度的切割加工,同时加上机械臂可以进行三维切割代替原本进口的五轴激光。比起普通二氧化碳专业激光熔覆激光切割机更节省空间和气体消耗量,光电转化率高,是节能环保的新产品,也是世界上领先技术产品之一。1)双焦距激光切割头是激光切割机上的易损物品,长期使用,导致激光切割头损坏。 2)每六个月检查光纤激光熔覆激光切割机轨道的直线度及机器的垂直度,发现不正常及时维护调试。没有做这个的,有可能切割出来的效果就不怎么好,误差会增加,影响切割质量。这个是重中之重,必须要做的。 3)每周一次用真空吸尘器吸掉机器内的粉尘和污物,所有电器柜应关严防尘。 4)经常检查光纤激光切割机钢带,一定保证拉紧。不然在运行中出了问题,有可能就会伤到人,严重还能导致人员死亡。钢带看似小东西,出了问题还是有点严重的。

激光切割加工时激光束的工作原理是:在加工过程中,材料经连续激光的照射后在中心形成一个凹坑, 然后由与激光束同轴的工作气流很快将熔融材料去除形成一个孔。此孔类似于线切割的穿线孔,激光束以此孔为加工启始点进行轮廓切割,通常情况下飞行光路激光束的走线方向和被加工零件切割轮廓的切线方向垂直。在采用寿光激光熔覆激光切割加工零件时就要注意飞行光路激光束的走线方向和被加工零件切割轮廓的切线方向垂直这些方面的情况,激光束在开始穿透钢板时到进入零件轮廓切割的这一段时间,其切割速度在矢量方向上将有一个很大的改变,即矢量方向的90°旋转,由垂直于切割轮廓的切线方向转为与切割轮廓的切线重合,即与轮廓切线的夹角为0°。这样就会在被加工材料的切割断面上流下比较粗糙的切割面,这主要是在短时间内,激光束在移动中的矢量方向变化很快所至。一般情况下,在设计零件对表面切割断口没有粗糙度要求时,可以在激光熔覆电话激光切割编程时不做手动处理,让控制软件自动产生穿刺点;但是,当设计对所要加工的零件切割断面有较高粗糙度要求时,就要注意到这个问题,通常需要在编激光切割程序时对激光束的启始位置做手动调整,即人工对于穿刺点的控制。





