

销售热线:刘经理/158-5328-8298
网 址:www.xiezhonglaser.cn
地 址:青岛市城阳区重庆北路84号
钣金行业中使用的部件以大尺寸及中高厚度材料居多,高产能和小批量生产是一个重要的要求。镜面不锈钢加工,花纹板加工要求表面无损伤,带膜加工。专业激光模具焊接机生产电梯门框时,需要对狭窄的原件进行折弯加工;而有些电梯部件则需要进行成型加工和激光切割.所有的生产线都具有高度的灵活性和高效的生产力,适用于任何批量的生产。激光切割机加工灵活性强,性价比高,是该行业常用的设备,激光模具焊接机尤其适用于中小型企业。弯板中心成型效果好、生产效率高。激光切割机即可实现零部件的成型加工和激光切割,大幅提高了零部件的加工质量、灵活性和产能。极大地提高了生产力,尤其是电梯生产。我司的专业服务与我司的先进技术相辅相成,是进一步提高生产力和投资收益的关键。

激光焊接激光模具焊接机是一个涉及多行业、多学科的综合性产品,其建造技术涉及到冶金、机械加工、腐蚀与防腐、无损检测、安全防护等众多行业。它是生产过程中必不可少的核心设备。 如化工生产中的反应装置、换热装置、分离装置的外壳、气液贮罐、核动力反应堆的压力壳、电厂锅炉系统中的汽包等都是压力容器。 但是在相同的条件下,压力容器的事故率要比其他机械设备高得多。因为压力容器使用条件比较苛刻,不但承受着大小不同的压力载荷(在一般情况下还是脉动载荷)和其他载荷,而且有的还是在高温或深冷的条件下运行,工作介质又往往具有腐蚀性,工况环境比较恶劣。 并且容器内的压力常常会因操作失误或发生异常反应而迅速升高,而且往往在尚未发现的情况下,容器即已破裂。 如果在激光焊接专业激光模具焊接机或锻制容器的过程中,哪怕留下微小裂纹或缺陷,这些缺陷若在运行中不断扩大,或在适当的条件下都会使容器突然破裂。 由此可见,压力容器其制造工艺水平非常重要,而压力容器的激光焊接要求也是非常严苛。

激光对人体损害重要有两种,对眼睛与皮肤有必定的损害,但采用必要的防护办法,能够完整防止对人的损害。 激光波长与眼睛损害: 在激光的损害中,以机体中眼睛的损害最为重大。波长在可见光跟近红外光的激光,新泰激光模具焊接机眼屈光介质的接收率较低,透射率高,而屈光介质的聚焦才能(即聚光力)强。强度高的可见或近红外光进入眼睛时能够透过人眼屈光介质,聚积光于视网膜上。此时视网膜上的激光能量密度及功率密度进步到多少千甚至多少万倍,大批的光能在霎时聚中于视网膜上,激光模具焊接机致视网膜的感光细胞层温度敏捷升高,甚至使感光细胞凝固变性坏逝世而失去感光的作用。激光聚于感光细胞时发生过热而引起的蛋白质凝固变性是不能可逆的伤害。一旦伤害当前就会造成眼睛的永恒失明。 激光的波长不同对眼球作用的水平不同,其成果也不同。远红外激光对眼睛的侵害重要以角膜为主,这是由于这类波长的激光简直全体被角膜接收,所以角膜伤害最重,重要引起角膜炎跟结膜炎,患者觉得眼睛痛,异物样刺激、怕光、流眼泪、眼球充血,视力降落等。产生远红外光伤害时应遮住维护伤眼,避免沾染产生,对症处置。

激光板管一体机的保护颐养留神事项: 一、要避免结露 :首先冷却水温度不要与空气温度相差太大,激光板管一体机的激光器与光学镜片都是应用的水冷却方法,因为空气中的水遇冷会凝固成水,当冷却水温度低于室温6度左右时,激光器专业激光模具焊接机跟光学镜片名义会有水露凝固,很大水平上就会影响了激光器的出光效力跟光学镜片的透光。小编倡议客户把持柜加装空调或激光板管一体机装置在空调房内,且能坚持空调持续稳固运行(包含晚间),以坚持室内温度跟湿度,大大加强把持柜里各组件的运行稳固性跟应用寿命。二、重视颐养冷却体系跟冷却水 夏天温度高,激光板管一体机的冷却体系工作压力增大,倡议在高温降临前检讨颐养冷却机的内部压机氟压,不同厂家的装备压力也不太一样,倡议在激光模具焊接机厂家详细参数。三、激光板管一体机导轨颐养 激光板管一体机的导轨应常常干净,去除灰尘跟其余杂物,确保装备传动局部光滑、无杂物。按期荡涤跟上光滑油,可能确保机器在进行中可能精准的定位实现更正确的切割。

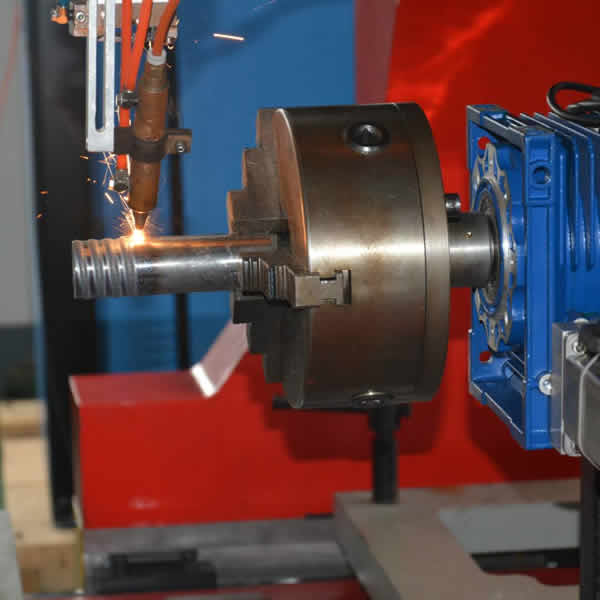
激光切割加工时激光束的工作原理是:在加工过程中,材料经连续激光的照射后在中心形成一个凹坑, 然后由与激光束同轴的工作气流很快将熔融材料去除形成一个孔。此孔类似于线切割的穿线孔,激光束以此孔为加工启始点进行轮廓切割,通常情况下飞行光路激光束的走线方向和被加工零件切割轮廓的切线方向垂直。在采用新泰激光模具焊接机激光切割加工零件时就要注意飞行光路激光束的走线方向和被加工零件切割轮廓的切线方向垂直这些方面的情况,激光束在开始穿透钢板时到进入零件轮廓切割的这一段时间,其切割速度在矢量方向上将有一个很大的改变,即矢量方向的90°旋转,由垂直于切割轮廓的切线方向转为与切割轮廓的切线重合,即与轮廓切线的夹角为0°。这样就会在被加工材料的切割断面上流下比较粗糙的切割面,这主要是在短时间内,激光束在移动中的矢量方向变化很快所至。一般情况下,在设计零件对表面切割断口没有粗糙度要求时,可以在激光模具焊接机电话激光切割编程时不做手动处理,让控制软件自动产生穿刺点;但是,当设计对所要加工的零件切割断面有较高粗糙度要求时,就要注意到这个问题,通常需要在编激光切割程序时对激光束的启始位置做手动调整,即人工对于穿刺点的控制。





