

销售热线:刘经理/158-5328-8298
网 址:www.xiezhonglaser.cn
地 址:青岛市城阳区重庆北路84号

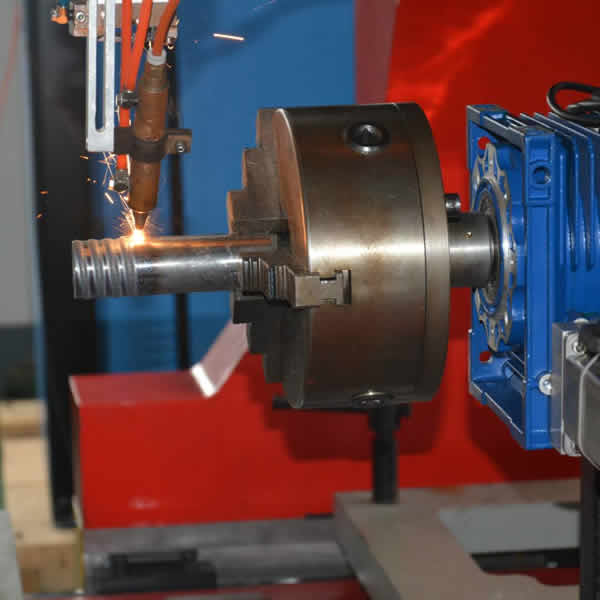
激光切割机在进行切割的时候只要按照正确的操作一般不会出现什么太大的问题,并且切割效果也是比较好,但是如果。但是如果在使用设备进行加工切割的时候出现了毛刺挂渣,那么久需要引起重视了,专业激光切割及时找出问题的原因并解决才是最好的。毛刺是如何产生的呢?其实毛刺就是金属材料的表面过多的残渣颗粒。当激光切割机在加工工件时,激光束照射工件表面产生的能量使工件表面汽化,并且蒸发,来实现切割的目的。但是这里有一个装置,我们要重视,就是气体。激光切割气体就是在当工件照射面气化后,吹掉工件表面的熔渣,如果不使用气体的话,熔渣冷却后,就会形成毛刺附在切割面上。因此,气体的纯度要高,可以换一家质量高一点的气体供应商,气体的纯度很关键,不要用钢瓶气,因为经过两次灌装,纯度不好,还浪费气体。 另一个原因就是设备本身的质量问题,还有就是参数设定因素,所以当客户在购买激光切割机后,要让有经验的操作员调试好设备。所以要尽量把切割参数调到佳,气压流量焦距切割速度什么的,要经过多次调整,靠机器提供的参数是割不出质量高的工件的。

跟着古代机械加工行业的发展,逐步对切割品质,精度,出产效力,以及下降出产本钱都有了天翻地覆的请求。从而请求数控切割机必需要满意古代机械加产业的请求。激光切管机的用处?激光切管机工作原理是什么呢?专业激光切割激光切管机在很多范畴有着普遍的用处,激光技巧始终是我国政府重点培植的高新技巧,各类激光产品及科技研发也在高速发展。以激光切割机为例,当前已经普遍利用在金属跟非金属资料的加工中,大大减少了加工时间,下降了加工本钱,进步了工件品质。波及的行业包含工艺品、电子、玩具、钣金、五金制品、首饰、铭牌、广告、包装钢构造、精细机械、汽车配件、眼镜等行业,激光切割激光切管机的产品通常包含不锈钢板、铁板、铝材、陶瓷片、硅片、金刚石等。激光切管机是应用激光束照耀到工件名义时开释的能量来使工件熔化并蒸发,以到达切割跟雕刻的目标。无需开模以及刀具,对产品无应力作用,存在精度高,切割疾速,不局限于切割图案限度,自动排版节俭资料,切口平滑,加工本钱低等特色。

青岛不锈钢加工的原因主要表现在:(1)不锈钢材料塑性大,韧性高,加工硬化现象严重,易生成积削瘤而使已加工表面质量恶化;抗切削力约比45 钢高25%;西藏激光切割加工表面硬化程度及硬化层深度大,常给下道工序带来困难;切屑不易折断,常缠绕在钻头上,既不安全,又影响了生产效率的提高。(2)不锈钢导热系数小,只为45 钢的1/3,钻削时除一部分切削热由切屑带走外,相当多的热量则是来不及从工件传导出去,从而集中在钻头刃口处,加大了切削刃的热负荷,致使切削刃在高温作用下,激光切割失去应有的切削性能,或加速了磨损。(3)由于切削温度高,加工硬化严重,加上钢中有碳化物 (TiC 等),形成硬质夹杂物,又易于使刀具发生冷焊,故刀具磨损快,使用寿命降低。(4)切削的粘附性较强。由于不锈钢的韧性大,在钻削过程中,切屑在高温高压作用下形成切屑瘤,增加了切屑过程中的振动,加剧了刀具的磨损。不锈钢材质的钻削加工是一个比较难的课题,它的难点在于断屑和如何提高钻头的耐用度.只有深入了解不锈钢材质的性能,控制好钻头刃磨时的各个几何参数,同时注意切削用量和冷却液的选择,才能更好地完成对不锈钢材质的钻削加工。

不同的产品切割工艺是不一样的,西藏激光切割激光切割主要介绍以下几种切割工艺:汽化切割在高功率密度激光束的加热下,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材料汽化成蒸汽消失,部分材料作为喷出物从切缝底部被辅助气体流吹走。一些不能熔化的材料,如木材、碳素材料和某些塑料就是通过这种汽化切割方法切割成形的。汽化切割过程中,蒸汽随身带走熔化质点和冲刷碎屑,形成孔洞。汽化过程中,大约40%的材料化作蒸汽消失,而有60%的材料是以熔滴的形式被气流驱除的。熔化切割当入射的激光束功率密度超过某一值后,激光切割电话光束照射点处材料内部开始蒸发,形成孔洞。一旦这种小孔形成,它将作为黑体吸收所有的入射光束能量。小孔被熔化金属壁所包围,然后,与光束同轴的辅助气流把孔洞周围的熔融材料带走。随着工件移动,小孔按切割方向同步横移形成一条切缝。激光束继续沿着这条缝的前沿照射,熔化材料持续或脉动地从缝内被吹走。氧化熔化熔化切割一般使用惰性气体,如果代之以氧气或其它活性气体,材料在激光束的照射下被点燃,与氧气发生激烈的化学反应而产生另一热源,称为氧化熔化切割。具体描述如下:⑴材料表面在激光束的照射下很快被加热到燃点温度,随之与氧气发生激烈的燃烧反应,放出大量热量。在此热量作用下,材料内部形成充满蒸汽的小孔,而小孔的周围为熔融的金属壁所包围。⑵燃烧物质转移成熔渣控制氧和金属的燃烧速度,同时氧气扩散通过熔渣到达点火前沿的快慢也对燃烧速度有很大的影响。氧气流速越高,燃烧化学反应和去除熔渣的速度也越快。当然,氧气流速不是越高越好,因为流速过快会导致切缝出口处反应产物即金属氧化物的快速冷却,这对切割质量也是不利的。

何板材在切割下料前,都必需先调剂好激光焦点与切割资料的间隔。不同的焦点地位往往会导致激光切割资料断面细腻水平不同,底部挂渣不同,甚至无奈堵截资料;切割工件不同,资料不同,激光切割焦点的地位抉择也会不同,那么西藏激光切割该如何准确抉择呢?焦点地位定义:焦点到切割工件上名义的间隔,焦点地位在工件上面个别称为正焦点,焦点地位在工件下面个别称为负焦点。 焦点地位意思:转变焦点地位,等于转变板材名义及内部的光斑大小,焦距变大,光斑变粗,切缝变的越来越宽,进而影响加热面积、切缝大小及排渣才能。 正焦点切割 即激光切割激光切割焦点在工件上面,将要焦点定位在切割材质的上方。 对碳钢氧气切割,适于采取正焦点,工件底部比上名义切幅更大,有利于排渣,有利于氧气达到工件底部参加充足的氧化反映。必定焦点范畴内,正焦点越大,板材名义光斑尺寸越大,割缝四处预热及热量弥补更充足,碳钢切割面越润滑,越亮。 对万瓦激光器脉冲方法切割不锈钢厚板,采取正焦点,切割稳固,有利于排渣且不轻易反蓝光.
西藏激光切割激光切割机光洁度的处理方法:1、适当降低脉宽和峰值电流,即减小蚀坑的大小。2、导轮和轴承保持好的精度和运转的平稳性,减少丝抖、丝跳,使丝运动轨迹保持一线变位量减到最小。3、丝不宜过紧,水不宜过新,新水对切割效率肯定有益,但切割光洁度不是新水最好。4、丝维持适当的张力,且调好导轮和进电块,使丝上行下行时,工作区的张力保持不变。5、过薄的工件上下两面各添加一块夹板,使换向条纹在夹板范围内被缓冲。(1)XY运动稳定、准确、随动保真性好、无阻滞爬行也极为重要。(2)保持稳定偏松的变频跟踪。(3)较厚的工件可适当使用短丝,一次换向进给量小于半个丝径,也掩盖了换向条纹。当然只是掩盖而已。(4)激光切割激光切割中适当留量的再次切割或多次切割,在切削量很小的情况下把切割面扫一遍,对尺寸精度和光洁度都会产生有益的作用,连扫三次,会把换向条纹基本去掉,只要机床重复定位精度高,适当留量的递进多次加工,会使切割面的光洁度提高一到两个量级,效果与慢走丝相似,且费时并不太多,这是快走丝切割机的长项之一。





